真空精密鑄造爐主要用于生產(chǎn)高性能高溫合金鑄件,廣泛應(yīng)用于航空航天、燃氣輪機、醫(yī)療器械、能源發(fā)電等領(lǐng)域。
傳統(tǒng)工藝生產(chǎn)的鑄件具有隨機取向的晶粒結(jié)構(gòu),也就是常說的等軸晶(EQ)。等軸晶鑄造前模殼需事先根據(jù)工藝要求進行預(yù)熱,接著將預(yù)熱好的模殼放入鑄模室并快速轉(zhuǎn)移至熔煉室,然后將熔煉好的金屬液快速在熔煉室真空環(huán)境下澆鑄至模殼中。

定向凝固(DS)和單晶鑄造(SC)的工藝可以使得零件在鑄造過程中進行非常穩(wěn)定的受控凝固,從而大幅提升零件在高溫環(huán)境下的機械性能。因此在航空發(fā)動機和工業(yè)燃氣輪機領(lǐng)域上得到廣泛的應(yīng)用。
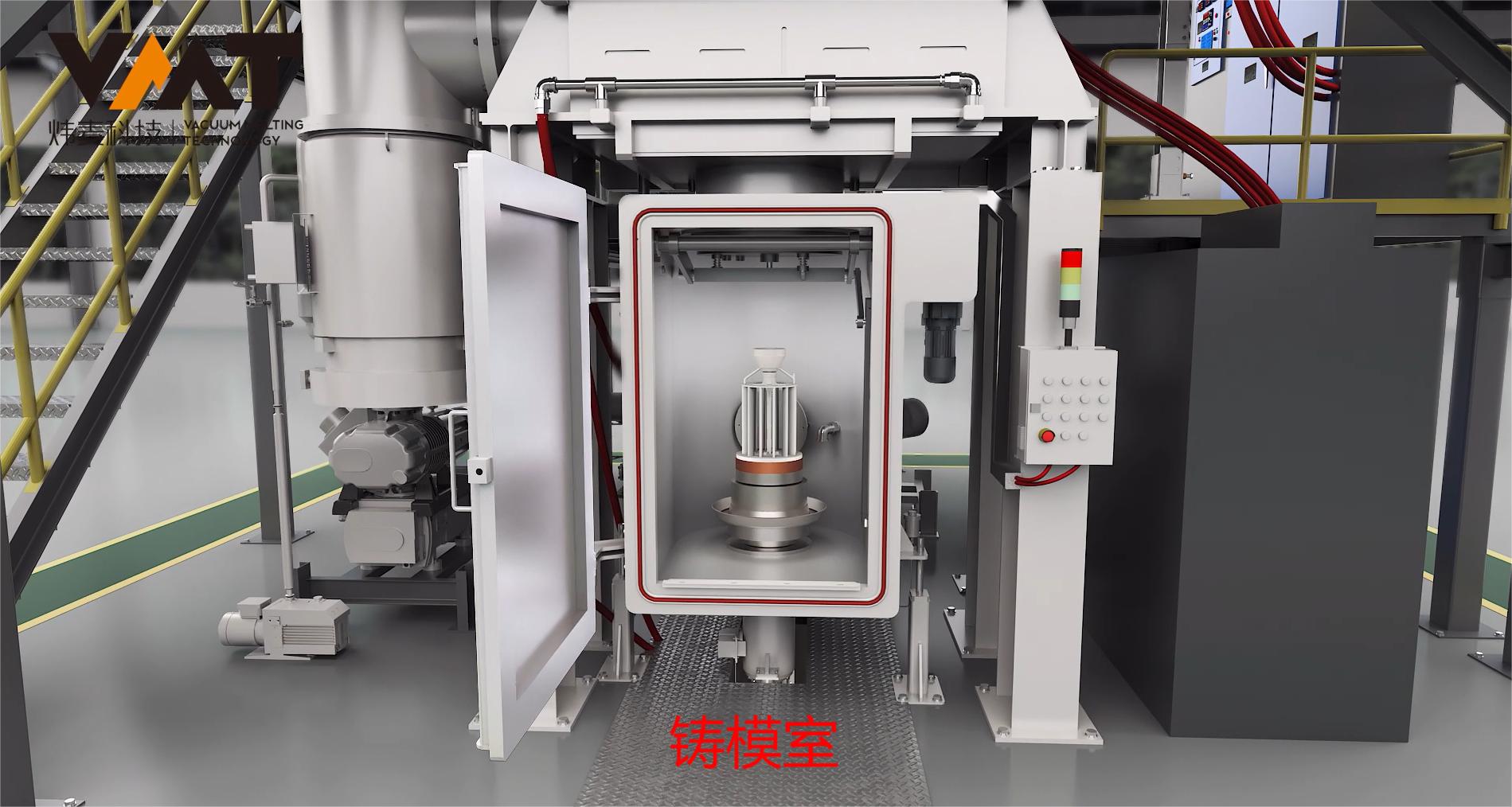
等軸晶真空精密鑄造爐采用三室結(jié)構(gòu),并配有用于測溫的獨立腔室。工作時熔煉室始終處于真空狀態(tài),預(yù)熱的模殼直接裝入鑄錠室并快速抽空。熔煉室與鑄模室之間裝有水冷翻板隔離閥,模殼可以通過位于設(shè)備地坑的升降機構(gòu)快速送入熔煉室并進行澆鑄作業(yè)。生產(chǎn)的鑄件為隨機取向的晶粒結(jié)構(gòu),也就是等軸晶。
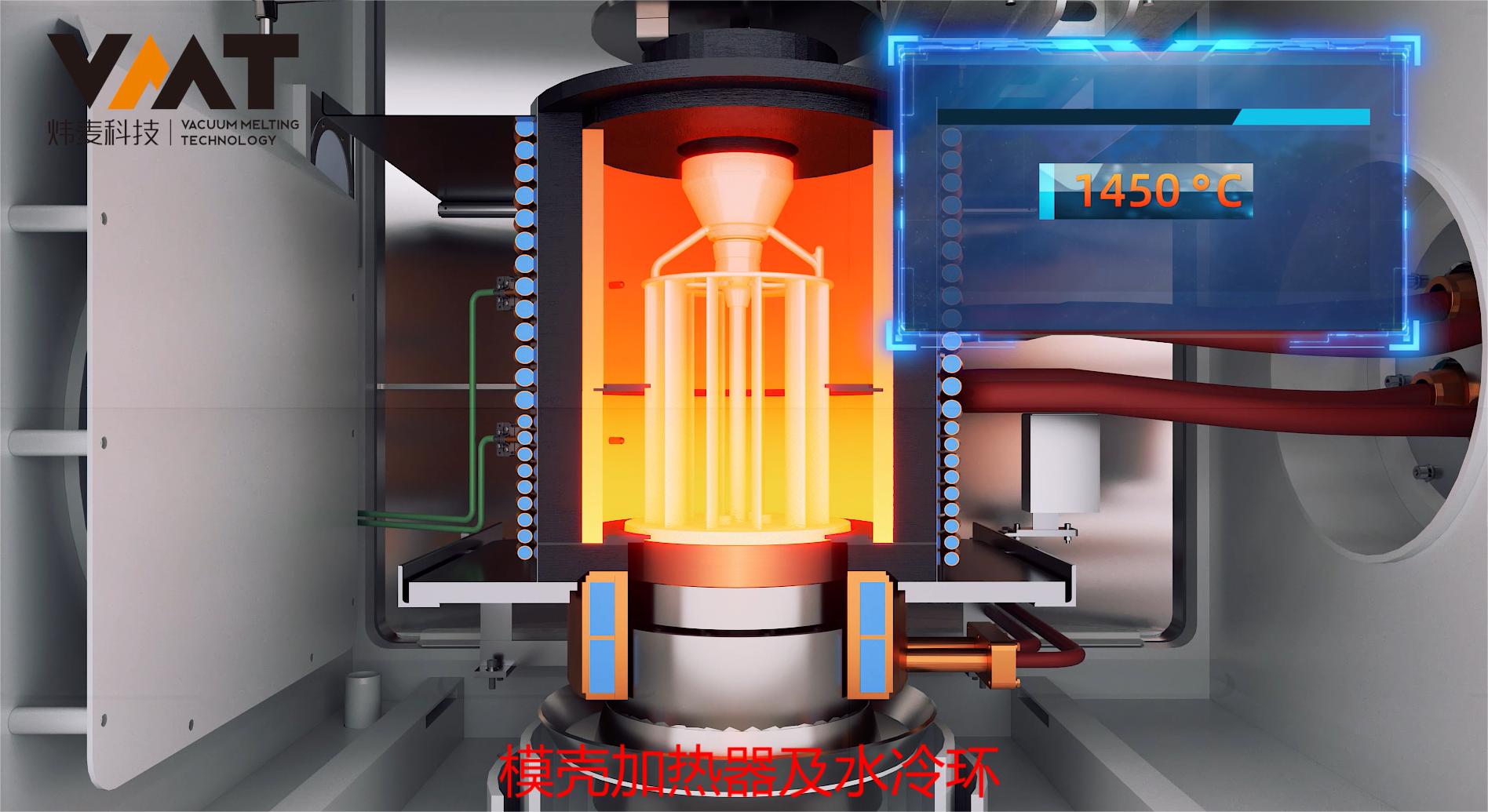
定向凝固(DS)和單晶鑄造(SC)真空精密鑄造爐也通常采用三室結(jié)構(gòu),與等軸晶精密鑄造爐熔煉室相比,定向凝固(DS)和單晶鑄造(SC)真空精密鑄造爐熔煉室多安裝了一套用于模殼加熱的雙區(qū)加熱保溫線圈,以便在澆注前實現(xiàn)模殼的溫度略高于鑄造合金溫度。模殼放置在水冷結(jié)晶器盤上,通過設(shè)備地坑的升降機構(gòu)實現(xiàn)模殼升到位于模殼加熱區(qū)下方的水冷環(huán)位置。精確控制的水冷區(qū)和加熱區(qū)之間的溫度梯度,同時控制升降機構(gòu)的抽拉速度,進而保證了鑄件可實現(xiàn)定向凝固,從而生產(chǎn)出合格的單晶鑄件或定向鑄件。

上海煒麥科技有限公司真空精密鑄造爐采用半連續(xù)爐型設(shè)計,有上加料立式三室爐和側(cè)加料臥式三室爐兩種工藝結(jié)構(gòu)。熔煉和澆鑄動作分別在兩個真空腔室進行,并配有獨立的加料和測溫取樣真空腔室。感應(yīng)熔煉線圈和坩堝安裝于熔煉室門上,使用伺服電機驅(qū)動,可以進行精確可控的水平移動和傾翻動作,以保證澆鑄作業(yè)的安全和準(zhǔn)確。原料可以通過加料室在不破空的情況下完成加料。每個獨立腔室間均配備水冷隔離閥,以實現(xiàn)單腔室的獨立真空環(huán)境,以實現(xiàn)半連續(xù)生產(chǎn)作業(yè)。
上海煒麥科技有限公司的三室真空精密鑄造爐,其科學(xué)合理的整體設(shè)計理念和高度自動化的控制程序已得到業(yè)內(nèi)專家廣泛認(rèn)可,達到了國際先進水平,并受到航空航天、燃氣輪機領(lǐng)域高端客戶和材料研究機構(gòu)的積極評價。
| 爐總設(shè)計 | 25KG | 75KG | 100KG | 150KG | 200KG |
| 爐型 | 立式三室爐 | 立式三室爐 | 立式三室爐 | 立式三室爐 | 立式三室爐 |
| 鑄件重量(鎳合金) | 10-25 KG | 50-75 KG | 75-100 KG | 100-150 KG | 150-200 KG |
| 最大模具直徑(EQ) | 550 mm | 700 mm | 800 mm | 950 mm | 1,000 mm |
| 最大模具直徑(DS/SC) | 400 mm | 550 mm | 600 mm | 700 mm | 800 mm |
| 最大模具高度(EQ) | 500 mm | 750 mm | 800 mm | 1,000 mm | 1,500 mm |
| 最大模具高度(DS/SC) | 400 mm | 600 mm | 700 mm | 800 mm | 1,000 mm |
| 隔離閥直徑 | 600 mm | 750 mm | 900 mm | 1,000 mm | 1,050 mm |
| 鑄錠加料方式 | 立式 | 臥式/立式 | 臥式/立式 | 立式 | 立式 |
| 標(biāo)準(zhǔn)熔煉功率 | 125 KW | 175 KW | 225 KW | 250 KW | 300 KW |
| 模具加熱功率(DS/SC) | 125 KW | 175 KW | 175 KW | 225 KW | 250 KW |